 English
English
 Español
Español
 عربى
عربى
 русский
русский
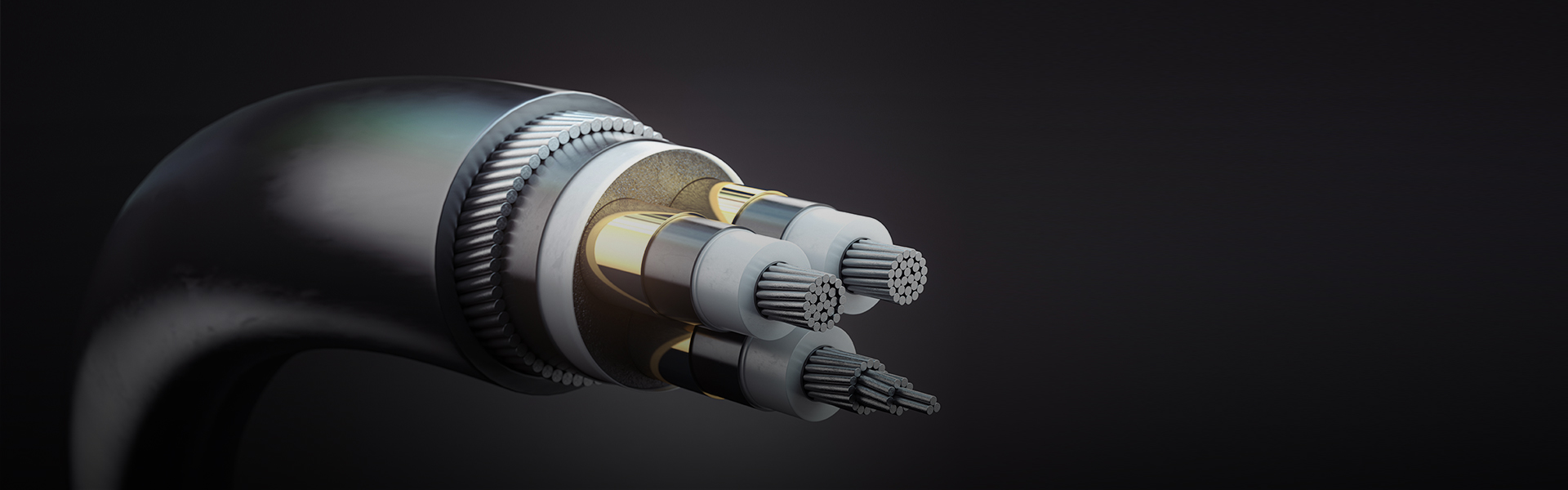















Characteristic Impedance Tolerance and Why It Directly Affects Bus Network Reliability
Every industrial fieldbus protocol that uses a differential balanced transmission line — PROFIBUS DP, DeviceNet, CANopen, RS-485-based systems — specifies a nominal characteristic impedance for its cable, most commonly 120 Ω. This value is not an arbitrary convention: it matches the termination resistors placed at each end of the bus segment, and the combination of matched cable impedance and termination resistance is what suppresses signal reflections that would otherwise corrupt data frames. When the cable's actual characteristic impedance deviates from the specified value, the termination resistors no longer form a perfect impedance match, and partial reflections travel back along the bus, adding noise to signal transitions and increasing bit error rates — particularly at high baud rates and near the maximum segment lengths permitted by the protocol.
Characteristic impedance is determined by the geometry of the cable's twisted pair: specifically, the ratio of conductor diameter to insulation outer diameter, and the dielectric constant of the insulation material. For a 120 Ω target, these parameters must be tightly controlled during manufacturing. An insulation wall that is 5% thinner than nominal reduces the impedance by approximately 3–4 Ω — a deviation that seems small but can cause measurable reflection coefficients on segments operating near their rated length limits. Foamed or cellular dielectric insulation compounds, which lower the effective dielectric constant compared to solid insulation, are used in premium bus cables to achieve the target impedance with a thinner insulation wall, reducing overall cable diameter while maintaining electrical precision. Cables that meet the 120 Ω nominal impedance but are manufactured with wider tolerances (±15 Ω versus the ±5 Ω achievable with controlled production) will exhibit point-to-point impedance variations along their length that cannot be corrected by termination resistors and appear as distributed reflection sources across the bus segment.
Impedance tolerance is rarely visible in standard cable test reports, which typically measure only DC resistance, insulation resistance, and capacitance — none of which directly reveals the characteristic impedance profile along the cable length. Time-domain reflectometry (TDR) testing, which sends a fast-rise pulse down the cable and measures reflections as a function of distance, is the appropriate tool for evaluating impedance consistency along a bus cable. Specifying TDR testing as part of the cable acceptance criteria — and requesting the TDR trace as a production deliverable — provides meaningful assurance of impedance quality that resistance and capacitance measurements alone cannot supply. Anhui Zhishang Cable Technology Co., Ltd. applies controlled insulation geometry and consistent lay length in bus cable production, targeting impedance uniformity that supports reliable bus operation at full rated segment lengths.
Protocol-Specific Cable Requirements That Are Commonly Overlooked During Procurement
Different industrial fieldbus protocols place very specific requirements on cable construction that go beyond the generic descriptor "shielded twisted pair." Purchasing an unqualified cable that satisfies only the basic electrical parameters — correct impedance, adequate shielding — while missing protocol-specific construction requirements creates systems that work under ideal conditions but degrade or fail under the signal loading and environmental stress of actual installations. The following protocol families each have binding cable requirements that warrant individual attention during specification.
PROFIBUS DP Type A cable specifies not only 135–165 Ω nominal impedance and a maximum capacitance of 30 pF/m, but also a minimum loop resistance of 110 Ω/km — a lower resistance limit that may appear counterintuitive. This lower bound exists to prevent excessively thick conductors from creating a transmission line with too low an attenuation characteristic, which would extend the ring-down time of reflections and worsen signal integrity at high baud rates. The PROFIBUS standard also specifies a copper braid shield coverage of at least 85%, because the shield serves as the signal reference ground for the RS-485 physical layer, and insufficient coverage elevates the shield impedance at signal frequencies, degrading common-mode rejection.
EtherCAT, PROFINET, and industrial Ethernet protocols operating at 100 Mbit/s or 1 Gbit/s require cables that meet the electrical performance of Category 5e or Category 6 per IEC 11801, but with additional mechanical qualifications that office-grade Ethernet cable does not carry. Industrial Ethernet cable must typically comply with IEC 61156-6 (for fixed installation) or IEC 61156-7 (for drag-chain and continuous-flex use), which specify minimum bend radii, tensile load withstand, and robustness against the industrial chemicals — cutting fluids, hydraulic oil, cleaning agents — present in manufacturing environments. Using standard office-grade Cat5e cable in an industrial Ethernet application satisfies the electrical specification on day one but degrades rapidly under the mechanical and chemical exposure that is routine in factory environments.
| Protocol | Nominal Impedance | Max Capacitance | Shield Requirement | Governing Standard |
|---|---|---|---|---|
| PROFIBUS DP (Type A) | 135–165 Ω | 30 pF/m | Cu braid ≥85% | IEC 61158 / EN 50170 |
| DeviceNet | 120 Ω | — | Overall foil + braid | ODVA DeviceNet Spec |
| CANopen | 120 Ω | ≤60 pF/m | Overall shield (foil or braid) | CiA 303-1 |
| PROFINET (100 Mbit/s) | 100 Ω (Cat5e) | Per IEC 11801 | SF/UTP or S/FTP | IEC 61784 / IEC 61156-6 |
| EtherCAT (100 Mbit/s) | 100 Ω (Cat5e) | Per IEC 11801 | SF/UTP minimum | ETG.2001 / IEC 61156 |
How Bus Cable Capacitance Per Meter Limits Maximum Segment Length and Node Count
The maximum segment length and maximum number of nodes permitted on a fieldbus segment are not arbitrary protocol parameters — they are derived from the signal loading that accumulates as more cable capacitance and more node input capacitances are added to the bus. Understanding this relationship allows system designers to make informed decisions about cable selection when standard segment-length tables prove too restrictive for a particular plant layout, or when a dense node arrangement on a short segment approaches its loading limit unexpectedly.
For RS-485-based fieldbus protocols, each node connected to the bus presents a load to the line driver in the form of a unit load — originally defined as a 12 kΩ input impedance, though many modern transceivers present fractional unit loads of 1/4 or 1/8, allowing more nodes per segment. The cable capacitance acts as a distributed load along the segment: at 12 Mbit/s, PROFIBUS DP specifies a maximum segment capacitance of 30 nF, which translates to a maximum cable length of 100 meters when using a 30 pF/m cable. The same 30 nF budget on a cable with 50 pF/m capacitance limits the segment to only 60 meters. This means that purchasing a lower-specification cable that saves cost per meter can directly reduce the achievable system layout, potentially requiring additional repeaters or segment splits that cost far more than the cable savings.
Cable capacitance is physically determined by the same geometric factors that control characteristic impedance — conductor diameter, insulation wall thickness, and dielectric constant. A cable optimized for low capacitance typically uses thick insulation with a low-dielectric-constant foam or cellular compound, which simultaneously achieves the high characteristic impedance values (135–165 Ω) specified by PROFIBUS. These two properties — low capacitance and high impedance — are geometrically consistent and are achieved by the same design decisions, which is why high-quality bus cables can satisfy both requirements simultaneously while budget cables that meet impedance without controlling capacitance (or vice versa) create installation constraints that only become apparent when the network is commissioned at full size. Zhishang Cable manufactures bus cables with both parameters controlled as primary specifications, providing the system designer with the full segment-length headroom that the protocol allows.
Continuous-Flex Bus Cable Construction for Robotic and Moving-Axis Applications
Industrial bus cables installed on robot arms, seven-axis collaborative robots, linear transfer systems, and machine tool axes experience mechanical demands that are categorically different from those in fixed-installation panel wiring. A robot arm completing 60 cycles per minute over a three-shift operation accumulates approximately 100,000 flex cycles per day — reaching 25 million cycles over a one-year period. At these cycle counts, every element of the cable construction that is not specifically engineered for dynamic flexing becomes a potential failure initiation site: conductor wire fractures, shield braid breaks, insulation cracking at bend points, and jacket delamination from underlying elements all become realistic failure modes within the cable's expected service life if standard fixed-installation cable is used.
Continuous-flex bus cable construction addresses each failure mode through specific design choices. Conductors use the finest available stranding class (Class 6 per IEC 60228 or equivalent), with individual wire diameters as small as 0.04–0.06 mm for small cross-section conductors; the fine wires distribute bending stress so that no individual wire is strained beyond its elastic limit during the cable's specified minimum bend radius cycles. The pair twist is applied with an optimized lay length that is neither too short (which would cause the outer conductors to tighten under bending and fracture) nor too long (which would cause the pair geometry to distort under flex, changing the impedance at the bend point). The overall shield, if a braid, uses fine-wire braiding with a weave angle and coverage specifically calculated to maintain continuity and coverage percentage through the bend cycle count — a shield designed for static installation will develop open circuits in individual braid wires within a fraction of the flex life required for robot applications.
Jacket material selection in continuous-flex bus cables is not simply a matter of choosing a flexible compound — the jacket must also maintain the cable's cylindrical cross-section through repeated bending without ovalization, which would change the dielectric geometry and shift the cable's characteristic impedance away from its nominal value. PUR (polyurethane) jackets are the preferred choice for most continuous-flex bus cable applications: PUR combines high abrasion resistance with consistent elastic recovery after deformation, meaning the cable returns to its original cross-section after each bend cycle rather than progressively deforming toward an oval profile. The resistance of PUR to hydraulic oils, cutting fluids, and industrial cleaning agents that are universally present in machine tool environments is an additional advantage over TPE jackets, which offer comparable flexibility but lower chemical resistance to aromatic and aliphatic hydrocarbons commonly found in machine lubricants.
Construction Elements That Differentiate Continuous-Flex from Fixed-Installation Bus Cable
- Conductor stranding class: Class 6 fine-wire stranding (IEC 60228) versus Class 2 or Class 5; finer strands distribute bending stress and extend fatigue life by an order of magnitude or more at the cable's rated dynamic bend radius.
- Optimized pair lay length: Controlled to prevent impedance shift under bending; too short causes conductor overtightening on the inside bend radius, too long allows pair geometry distortion.
- Fine-wire braid shield: Woven from wires below 0.10 mm diameter at a calculated braid angle that maintains coverage percentage through the rated flex cycle count without individual wire breakage.
- PUR outer jacket: Provides elastic cross-section recovery after bending, preventing progressive ovalization that would shift characteristic impedance; also resistant to oils and industrial chemicals.
- Non-adhesive element separation: Fillers and binders between cable elements must allow relative movement during bending; bonded constructions that prevent inter-element slip generate shear stress that fractures the inner elements at the bend point.
